A two-coat process is also available in wet coating. The two-coat wet process takes significantly more time and is more costly than power coatings. Due to the uniform applications of power coatings, sags, runs or drips are not typical, a contrast to wet coatings where these blemishes are more prevalent.
Curing time for powder coating is just 30 minutes. Powder coated surfaces are more resistant to chipping, fading, scratching and abrasion than other finishes.
Other less commonly used coating method is hot-dipped galvanized coating. It is an older technology usually applied to heavier gauge materials, like guard rails and bridge beams. This method often requires components to be shipped offsite for coating. It is done by dipping the fan in a vat of molten zinc, then allowing it to air dry. With advances in technologies, hot-dipped galvanized coating is the least common due to the higher costs, logistics in transporting the fan to offsite locations for dipping, environmental concerns and longer lead times.
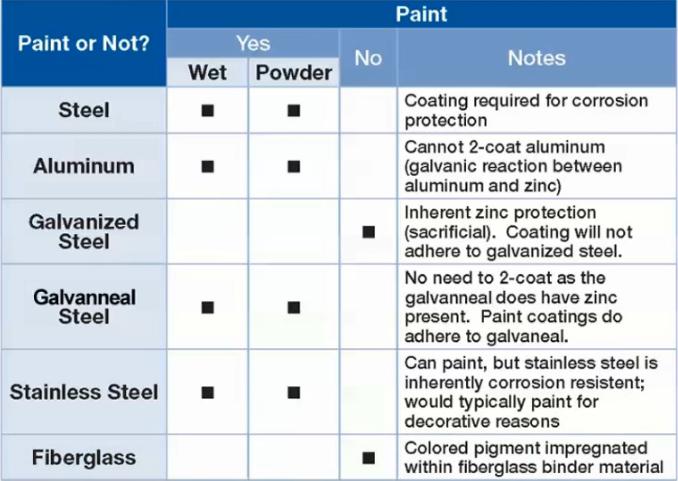
Coating requirements are different depending on construction material. Fans are mainly made of steel, aluminum, galvanized steel, galvanneal steel, stainless steel and fiberglass. Coating criteria will change based on the material. Steel can be painted. Aluminum will take wet or powder coatings. But keep in mind it cannot have zinc base. Zinc over aluminum will cause the aluminum to corrode. Galvanized steel does not require painting because it is already corrosion resistant. Galvanneal steel can be wet or powder coated. Stainless steel will take wet and powder coating applications. Fiberglass is a corrosion resistant material. Sometimes coatings are applied to provide color and UV protection.
PREVIOUS: What are fan coatings? (1)